Made a simple die holder for the lathe that was seen on GadgetBuilder.com.
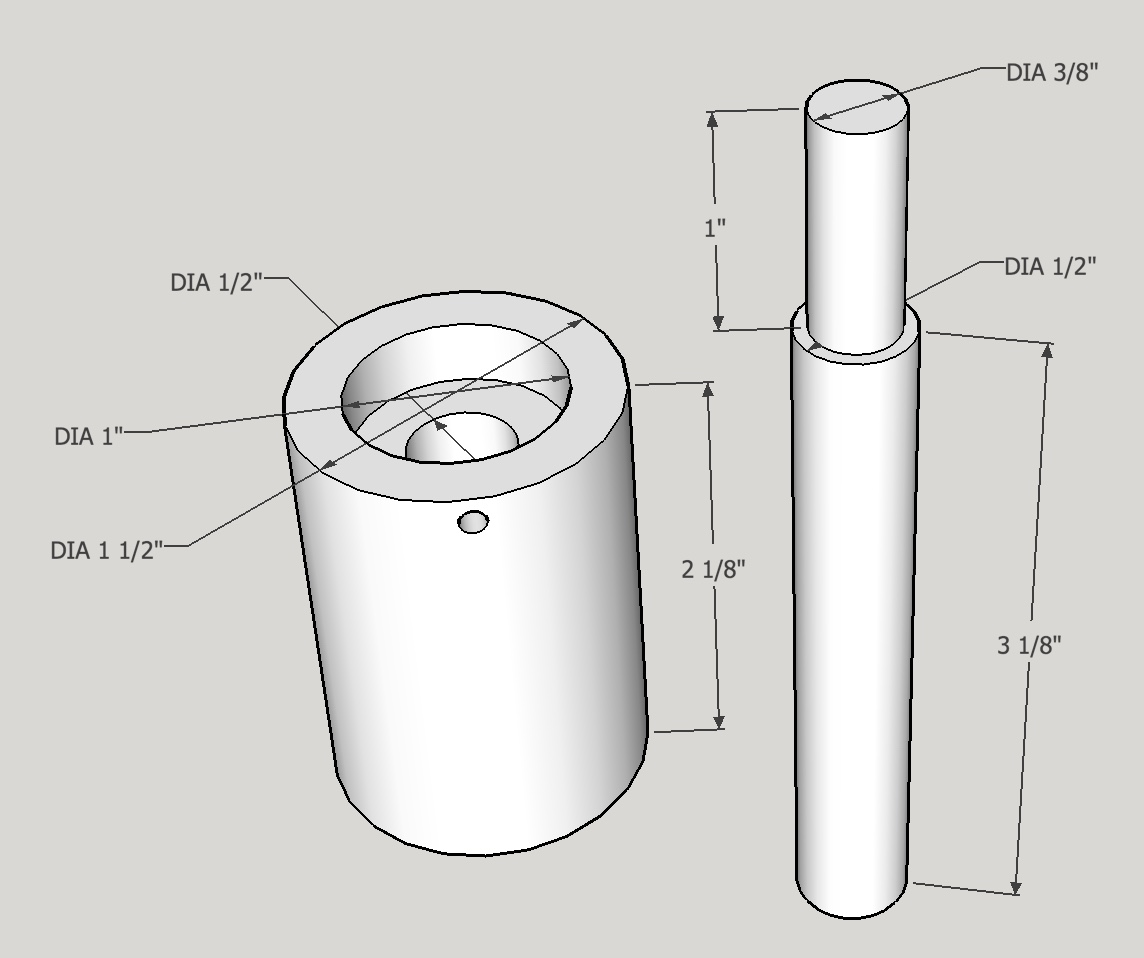
Began with a 2 1/8" X 1 1/2" steel round stock. Faced both ends and finished the outside with a light cut. One end was center drilled and drilled with a 1/4" drill bit. This was followed with a 3/8" bit and then a 1/2" bit. A 1" diameter hole was bored in one end to a depth of 5/16" deep to hold small dies.
A boring bar from the purchased set did not work well using the quick change tool holder. Either it is too flexible or the boring bar is not sharp. Over many years of attempting to use these bars I have concluded that they are not sharp, but can be sharpened.
The drilled hole needed to be slightly larger than 1/2" so it was bored from both ends with the Sherline boring bar/holder.
The aluminum shaft was faced and cleaned up on the sides for a good fit. One end was turned down to 3/8" for 1" (to fit in the large drill chuck). The die holding end was center drilled and drilled with a #21 drill bit for the holding screw. It was tapped with a 10-32 tap.
Purchased some new dies that are 13/16" in diameter. Bored a hole in the opposite end from the first to 0.815" which is a good fit on the new dies. This hole was bored to 0.275" deep. The holder was clamped in a vee block on the mill table. The end and side were located to set the spindle on center and 0.137" in from the end. A hole was drilled to #36 and tapped with a 6/32 tap.